asdasdg
ahfafhadfhds
 Industries
Industries
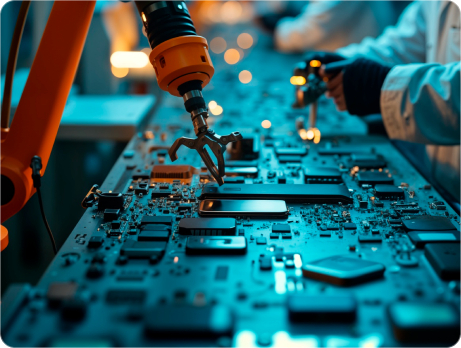
Optimize manufacturing operations with smart automation, IoT integration, and predictive maintenance
that reduces downtime, increases efficiency, and drives operational excellence.


The manufacturing sector is undergoing a digital revolution, with Industry 4.0 technologies transforming traditional production environments. From IoT sensors to predictive maintenance algorithms, modern manufacturers need intelligent automation systems to maximize equipment efficiency, reduce costs, and maintain competitive advantages.
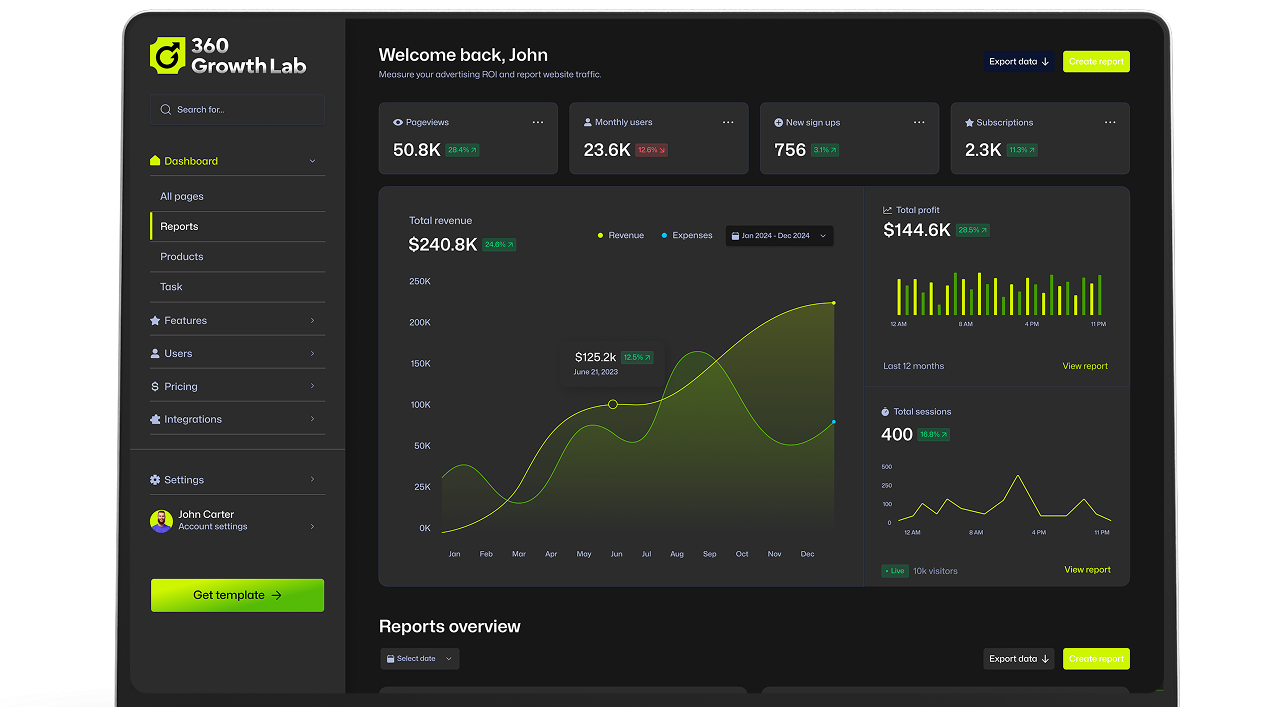
At GrowthLab 360, we develop comprehensive industrial automation solutions that optimize every aspect of manufacturing operations. Our platforms provide real-time production monitoring, predictive maintenance alerts, quality control automation, supply chain integration, and performance analytics—helping you minimize downtime, reduce waste, and achieve operational excellence across your facilities.
Modern manufacturers face operational efficiency challenges. We provide Industry 4.0 solutions that optimize production.
Transform outdated manufacturing systems into modern, cloud-based platforms without disrupting production. Migrate from legacy SCADA and PLC systems to IoT-enabled smart manufacturing architecture.
Navigate complex manufacturing regulations with automated compliance monitoring, safety protocols, and real-time reporting. Stay compliant with ISO standards, OSHA requirements, and industry regulations.
Implement AI-powered predictive maintenance systems that analyze equipment performance in real-time, identifying potential failures before they cause production downtime. Machine learning models that improve with every operating hour.
Build secure IoT ecosystems that enable seamless data sharing between manufacturing equipment, ERP systems, and supply chain partners. Implement Industry 4.0 standards and real-time production data exchange.
Handle peak production volumes without slowdowns. Our cloud-native architecture scales automatically based on demand, ensuring consistent performance during high-volume manufacturing periods.
Create automated quality control systems with computer vision, AI-powered defect detection, and real-time quality monitoring. Deliver manufacturing excellence that meets modern quality standards and customer expectations.



Our industrial automation solutions are designed for manufacturers, OEMs, industrial equipment providers, process industries, and manufacturing startups looking to modernize their operations and achieve Industry 4.0 excellence.
Real results from real manufacturing and industrial automation implementations
Depending on scope and complexity, a full manufacturing execution system typically takes 6-12 months. We follow an agile approach with pilot implementation in 3-4 months, allowing you to validate core functionality quickly and scale based on results.
We support comprehensive IoT protocols including OPC UA, MQTT, Modbus, Profinet, EtherCAT, and custom industrial protocols. Our platforms are designed for interoperability with legacy equipment and modern smart devices, ensuring seamless integration across your manufacturing environment.
Yes, we specialize in integrating with legacy manufacturing systems, ERP platforms (SAP, Oracle, Microsoft Dynamics), SCADA systems, and modern cloud-based solutions. We use industrial middleware, data transformation layers, and API gateways to ensure seamless integration without disrupting production.
Absolutely. We offer 24/7 monitoring, regular system updates, predictive maintenance support, security patches, and dedicated support teams. Our SLA guarantees 99.9% uptime with rapid incident response and resolution for critical manufacturing operations.
We build security into every layer of the architecture. Our team implements industrial cybersecurity standards (ISA/IEC 62443), encrypted data transmission, secure authentication, network segmentation, regular security audits, and disaster recovery plans to protect manufacturing operations.
We use edge-cloud hybrid architecture with distributed computing capabilities. Our platforms are designed to handle thousands of IoT sensors, support real-time data processing from multiple production lines, and scale horizontally across multiple manufacturing facilities without performance degradation.
Yes, we have extensive experience in mobile app development for industrial environments. We build responsive web applications and native mobile apps with offline capabilities, real-time alerts, augmented reality features, and digital work instructions for plant floor operators.
We use industrial-grade technologies including Python, Java, C++ for backend; React, Angular for frontend; TimescaleDB, InfluxDB for time-series data; AWS, Azure IoT for infrastructure; and specialized tools like OPC UA servers, MQTT brokers, and industrial analytics platforms.